
















Wenn bei Ralf Sommerkamp das Telefon klingelt, dann ist meist unmittelbare Eile und Flexibilität geboten. Diesmal ruft ein 6-Zylinder Deutz, Baureihe 545 mit rund 500 PS, nach Hilfe. Die Sommerkamp GmbH ist auf Schiffsmotoren aller Art spezialisiert und weiß, dass hier mit der Instandsetzung eine besondere Aufgabe wartet.
Das Schiff fährt zum Anleger in Bergeshövede. Hier können die Monteure vor Ort schnell und sicher begutachten und die notwendigen Prüfungen vornehmen. Der Befund steht, die Zylinder 4 bis 6 müssen überholt bzw. ausgetauscht werden. Und hier wird es spannend.
Die Monteure machen sich ans Werk die alten Buchsen zu demontieren und den Block entsprechend zu reinigen, damit die nächsten Schritte reibungslos von statten gehen können. Die Stehbolzen (sie halten die Zylinderköpfe) werden demontiert, die Gewinde allesamt gereinigt und falls nötig ein wenig nachgearbeitet.

Im Gegensatz zum Großteil instandgesetzter Motoren wird der Zylinderblock dieses Mal nicht nur gebohrt und gehont, oder die Buchsen im Motor auf bekannte Weise getauscht. Hier kommt, weil die Auflagefläche Risse aufweist, ein besonderes Verfahren zum Einsatz: Die Riegeltechnik! Damit die neuen Buchsen montiert werden können, benötigt es einwandfreie Auflageflächen im Block. Nicht nur die höchstmögliche Genauigkeit sind bei den Fräsarbeiten (alternativ auch „Buchsenauflagen nachsetzen genannt“) notwendig, auch ein fester Sitz ist für eine zuverlässige Instandsetzung absolute Voraussetzung. Die einzelnen Buchsenauflagen werden also mittels Gewindestiften geriegelt, um die benötigte feste Auflagefläche wieder zu schaffen. Solch ein Schritt erfordert Fachleute, welche sowohl den richtigen Umgang mit dem Werkzeug, als auch das nötige Hintergrundwissen zum WARUM haben. Denn ohne die Sachkenntnis lässt sich so ein besonderer Vorgang kaum umsetzen.

Nachdem die Gewindestifte (Riegel) nochmals überprüft und nachgestemmt werden, wird eine Rissprüfung mit Met-L-Check (rot-weiß) durchgeführt, um sicherzugehen, dass alle Risse abgeriegelt sind.
Nun kommt das Plangerät zum Einsatz. Der Motorblock wird auf das Maß der vorgefertigten L-Ringe gebohrt.

Der Deutz 545 bekommt L-Ringe eingesetzt, welche später den sauberen und sicheren Sitz der neuen Buchse gewährleisten. Damit diese Ringe auch „hundertprozentig“ sitzen, werden sie nicht verschraubt oder ähnliches, sondern mittels Pressmaß an Ort und Stelle eingesetzt. Flüssiger Stickstoff kühlt mit seinen ca. minus 196°C die L-Ringe so weit herunter, dass Sie genügend zusammenschrumpfen, um passgenau in den gefrästen Block eingesetzt zu werden. Nachdem alle Teile wieder normale Temperaturen erreicht haben, sitzen die Ringe fest und könnten ab jetzt nicht mehr ohne Beschädigung herausgenommen oder neu ausgerichtet werden.
Dies macht deutlich, wo bei diesem Motor die Aufmerksamkeit und Prioritäten liegen. Kein 2. Versuch ohne neue Materialkosten und weiteren Arbeitsaufwand. Bei Sommerkamp setzt man auf ein immer top geschultes Team, und das nicht nur bei neuen Motorvarianten, sondern eben – wie auch in diesem Fall – auf Kompetenz in allen Richtungen. Die Stehbolzen werden bearbeitet und wieder im Motorblock verschraubt, anschließend die L-Ringe eingesetzt. Der Montage steht nun nichts mehr im Wege. Selbstverständlich sind parallel auch die Köpfe und verschiedene andere kleine Anbauteile in der Werkstatt gereinigt und – wo es nötig war – überholt worden.
Alles wird auf kurzen Wegen wieder zurück zum Schiff gebracht. Die Handgriffe sitzen, der Motor ist perfekt wieder montiert worden und ein Probelauf mit allen Prüfparametern anhand der Hersteller- und Werkstattdaten durchgeführt. Das Schiff kann dank schneller, kompetenter Hilfe innerhalb weniger Tage seine Reise wieder sicher fortsetzen.//
Das Verfahren
Die Ursache von Rissen und Brüchen an Graugussteilen sind vielfältig. Unter anderem entstehen sie durch Materialermüdung, Überlastung, falsche Bedienung, Temperaturschwankungen und anderen äußeren Einwirkungen. Mit den von uns entwickelten Techniken können die Schäden bei einer Mindestmaterialstärke von 8 mm und Zugänglichkeit der Bruchstelle an Ort und Stelle repariert werden. Individuell nach Sachlage wird das Verfahren der Verriegelung oder das Stahlschloss angewendet.
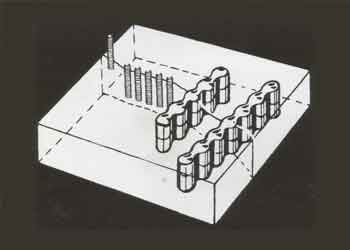 Der Riegel
Der Riegel
Rechtwinkelig zu den Rissen werden Riegel in ausgearbeitete Nuten eingesetzt. Zahl und Größe der Riegel ergeben sich aus dem Schadensfall. Unsere Riegel bestehen aus hitze- und rostbeständiger, hochfester Eisen-Nickel-Legierung. Durch die Kaltverformung wird eine Festigkeit von 90 kg/mm² erreicht.
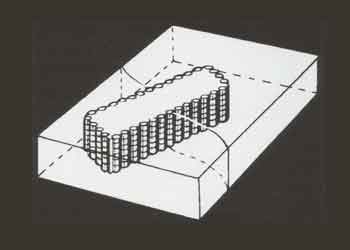 Das Stahlschloss
Das Stahlschloss
Bei stärkerem Grundmaterial und örtlich hoher Beanspruchung werden Schlösser bevorzugt, deren Größe und Materialeigenschaften sich aufgrund der jeweiligen Bedingungen errechnet. Die Reparaturtechnik ist ähnlich der Riegeltechnik.
Kombinationen
Über die bestmögliche Technik entscheiden unsere Monteure vor Ort. Gegebenenfalls können Riegel und Stahlschloss zusammen eingesetzt werden, um ein optimales Reparaturergebnis zu erreichen. Bei allen Verbindungen wird die Festigkeit des Grundmaterials erreicht und oft noch übertroffen.//






